Risk Analysis of Stock Management at Export Trading Company “PT.AST"
Steffan Albert Yoni De Vega
1
,
Teguh Soedarto
1
,
Mubarokah
1
1
Agribusiness Departement Student, Faculty of Agriculture, UPN Veteran East Java
Rungkut Madya Street No. 1 Gunung Anyar, Gunung Anyar District, Surabaya East Java, 60294, Indonesia
Export is one type of trade with a long process. In meeting demand, exporters make every effort so that the needs of importers can be fulfilled. The length of the export process does not rule out the possibility of various forms of problems or risks that can hinder export activities, as experienced by PT. AST. As an Export Trading Company, PT. AST has problems in managing stock due to (1) the length of the supply chain, (2) wrong management method, (3) inexperience of human resources, (4) engine failure and (5) the influence of the weather. Therefore, this study discusses to analyze the causes and effects that can lead to risks to elaborate on those five factors above in the business activities of PT. AST as the basis for core business evaluation. This study aims to: (1) identify the risks faced by PT. AST (2) then assesses the magnitude of the risk faced and (3) determines the dominant risk that must be addressed immediately. The results of the analysis show: (1) five factors can affect stock management in the business of PT. AST include: (a) material, (b) method, (c) men, (d) machine and (e) mother nature. These factors has at least three risk impacts where minor problems drive the emergence. (2) Based on the assessment, the largest risk has a value of 432 and the smallest risk is worth 24. (3) The dominant risks determined are (a) unsuitable and defective products (432), (b) excess storage warehouse capacity (432), (c) stock fulfillment is done repeatedly (378), (d) the decrease in the quality of handicraft products (336) and (e) production and delivery delay in bulk (324).
Keywords
Risk Analysis
Stock Management
Export Trading Company
INTRODUCTION
PT. AST is one of the Export Trading Company in Indonesia whose company ownership is owned 90% by a German citizen. In its business activities, PT. AST buys handicraft products made from wood, bamboo and rattan from local suppliers; then, they are maintained, stored, packaged and distributed overseas. Crafts traded by PT. AST is a craft made directly by the creative economy in Indonesia, which forms are pretty diverse, ranging from functional objects, non-functional objects, ornaments and so on. PT. AST has been in the export business of handicraft products made from bamboo and rattan wood since 2015, which previously focused on cement, stone, brass and copper handicrafts.
Efforts to evaluate the export business of handicraft products made from bamboo and rattan wood continue to be carried out until the significance of progressive profits is seen from 2019 to 2020, in 2021 PT. AST experienced a decrease of 4% in sales volume (tons) and 25% in gross ($) profit. With that drop, the management of PT. AST tries to evaluate things that can lead to a decrease in profit, especially in stock management. Spontaneously the management of PT. AST realizes that there are many problems that can pose a risk of decreasing profits in stock management whose presence appears repeatedly. This is because of PT. AST has never managed risk management systematically, or any form of risk that arises is resolved spontaneously (Table 1).
Review of Literature
Risk
Risk is a hazard or threat that is not desired in a process. The emergence of risk itself cannot be predicted when and where it occurs [1]. Hery [2] defines risk as a thing that hinders a company where emergence comes from internal or external. Risk can start with a problem; with destructive, the risk is able to affect other structures within the company and causes a big impact. Based on the classification, the risk is divided into three parts which are: (1) Pure risk and speculative risk. Pure risk is a risk where the presence is causing losses and speculative risk is a risk where the presence cannot be ascertained. (2) Static risk and dynamic risk. Static risk is a risk where economic conditions do not influence the presence and dynamic risk is the opposite of static risk. (3) Subjective risk and objective risk. Subjective risk is a risk where the presence is related to a person's perception. On the other hand, objective risk is a deviation from a person's attitude towards the presence of that risk.
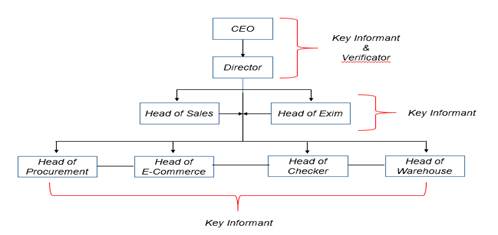
Figure 1: Key Informant, Source: Primary Data (2022)
Table 1: PT. AST’s Annual Report
Description
Annual Report
2019
2020
2021
Volume (ton)
105.90
453.40
433.29
Brutto ($)
118.578
561.999
420.692
Source: Primary data (2022)
Risk Analysis
Risk analysis is a series of activities starting from finding out the causes and effects that can lead to risk (identification), then assessing the magnitude of the identified risk and determining the urgency of the risk being faced. Identifying risks can be done by digging up information through a group discussion and then interpreting it into a cause-effect diagram illustration [2]. The magnitude of the risk can be assessed based on the multiplication of three criteria, namely: (1) how big the impact is, (2) how often it occurs and (3) how the detection recognizes the risk [3]. The result of the highest multiplication value can be justified as a dominant risk or a risk with high urgency and requiring immediate treatment.
Stock Management
Stock is essential, especially in trading companies [4]. Stock management must be applied by every company. It is the basis of all transactions in the business cycle, such as sales management and purchasing management. On the other hand, this also greatly affects the performance of a company from a financial and operational perspective [5]. Therefore, companies need to manage stock as well as possible starting from input (when stock arrives), process (where the stock is maintained or produced) and output (stock is finished producing or stock is distributed) [6]. Micromanaging is an essential key to managing stock, such as (1) stock arrival time, (2) stock availability and (3) safety stock.
Export Trading Company (ETC)
Export Trading Company (ETC) is a combination of two words consisting of Export and Trading Company (TC). Export is defined as a method used by a person or group (company) to sell and distribute goods from within the country to abroad. On the other hand, a Trading Company (TC) refers to a company that buys, stores and sells goods without adding value to the goods. In a Trading Company (TC), there is no manufacturing activity or production of goods; therefore, Trading Company (TC) is often referred to as a drop shipper [7].
MATERIALS AND METHODS
This research was conducted purposively at the Export Trading Company PT. AST, which is located in Trowulan District, Mojokerto Regency, due to an audit request. This research is categorized as qualitative research, where the results of the research will be focused on the interpretation of data on natural phenomena encountered during observation. Primary data obtained from key informants is elaborated and poured into descriptive writing with secondary data as support [8] (Figure 1).
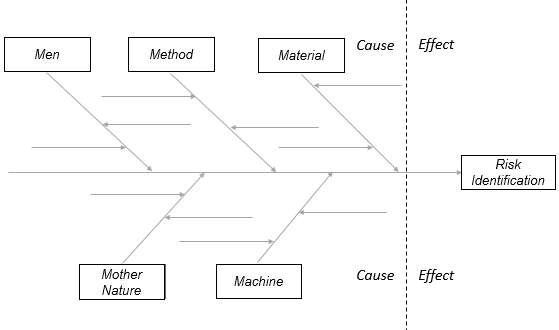
The Fishbone Figure 2 is used to analyze the cause and effect of the emergence of risks faced by PT. AST on stock management using the following illustration:
Materials include all of the products purchased by PT. AST from the supplier (handicrafts made from wood, bamboo and rattan)
Method includes all of the ways used to manage stock
Men cover human resources in managing stock
Machine includes all equipment used in stock management activities
Mother Nature covers both internal and external environments that affect stock management
The sources of risk that have been identified and outlined in the fishbone diagram will then be further analyzed using the Failure Mode Effect and Analysis (FMEA) method. Failure Mode Effect and Analysis (FMEA) analysis interprets the amount of risk by assigning a rating or Risk Priority Number (RPN) to each identified risk impact, which following three things:
Severity (level of impact caused by the risk) (Table 2)
Occurrence (frequency of occurrence of risk) (Table 3)
Detection (risk occurrence detection) (Table 4)
Furthermore, the value obtained for each risk will be multiplied by each other or systematically:
RPN = Severity (S) x Occurrence (O) x Detection (D)
Figure 2: Fishbone Diagram, Source: Primary Data (2022)
Table 2: Level of Severity
Effect of Severity
Description
Rating
Hazardous Without Warning (HWOW)
Very high-risk severity rating without warning.
10
Hazardous With Warning (HWW)
Very high-risk severity rating with warning.
9
Very High (VH)
The system is inoperable.
8
High (H)
The system is inoperable because of tools.
7
Moderate (M)
The system is inoperable because of a small risk.
6
Low (L)
The system is inoperable without risk.
5
Very Low (VL)
The system is operable with significantly reduced performance.
4
Minor (MR)
The system is operable with some decreased performance.
3
Very Minor (VM)
The system is operable with minimum error.
2
Nona (N)
No Effect.
1
Source: Wang et al. [9]
Table 3: Level of Occurrence
Probability of Occurrence
Description
Rating
Very High (VH)
Risk is unavoidable.
10
High (H)
The risk is recurring.
9
Moderate (M)
Risk occurs sometimes.
6-8
Low (L)
Little risk occurs.
3-5
Remote (R)
Risk is impossible to occur.
1-2
Source: Wang et al. [9]
Table 4: Level of Detection
Detection of Risk
Description
Rating
Absolute Uncertainty (AU)
No controller detects risk.
10
Very Remote (VR)
Very few controllers detect risk.
9
Remote (R)
Few controllers detect risk.
8
Very Low (VL)
Very low controllers detect risk.
7
Low (L)
Low controllers detect risk.
6
Moderate (M)
Moderate controllers detect risk.
5
Moderately High (MH)
Very moderate controllers detect risk.
4
High (H)
High controllers detect risk.
3
Very High (VH)
Very high controllers detect risk.
2
Almost Certain (AC)
Almost sure, or specific controllers detect risk.
1
Source: Wang et al. [9]
After all the risks have been identified, the dominant risk is determined by sorting the RPN results from the highest to the lowest using a Pareto diagram.
RESULTS AND DISCUSSION
Business of Activities of PT. AST
As Export Trading Company, PT. AST can offer thousand of handicraft products in the international market because production factors do not limit it. PT.AST purchases handicraft products made from wood, bamboo and rattan from 58 direct suppliers spread across 18 cities in 4 provinces on three islands in Indonesia. These products are stored in the warehouse of PT. AST then provides treatment on wood products such as anti-fungal treatment, anti-termite, etc. After being declared ready for shipment, the products are packaged according to the requests of overseas clients and shipped in bulk using the Full Container Load (FCL) method.
Product turnover in the purchasing cycle, storage and delivery is pretty fast. Within one month PT. AST can fulfill the demand of 6 to 8 containers. Therefore PT. AST must monitor stock availability, considering that handicraft production activities are produced at each supplier whose location cannot be reached at any time. This is an important activity in stock management at Export Trading Companies such as PT. AST, which is intended so that thousands of products are offered by PT. AST can really meet the needs of consumers without any complicated barriers.
Risk Identification
The identified risks are described according to the group of risk source factors below:
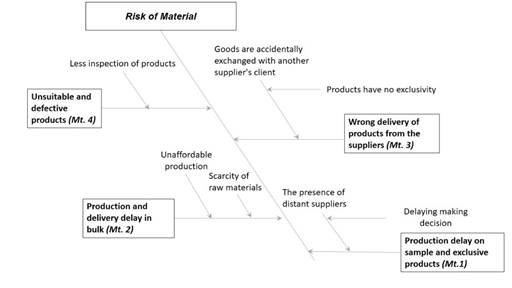
Materials (Mt.)
Based on the identification results, four risk impacts were found on material factors which are:
Production Delay on Sample Products and Exclusive Products (Mt. 1)
Fulfilling demands of overseas clients, the procurement of products will be carried out by the Head of Procurement. The Head of Procurement will conduct transactions directly with suppliers if the demand is requested for existing products (products that have previously been ordered). However, the Head of Procurement needs to make visits or research if the demand is requested for custom and exclusive products. This visit or research aims to determine the supplier's ability, production time to product prices so that the Head of Procurement can be further communicated with overseas clients as the basis for an agreement.
The Head of Procurement visits only once to suppliers when the demand for custom and exclu-sive products is received in large numbers. The rest activities will be monitored through visual communication via telephone (whatsapp, telegram, e-mail, direct call and others - others) due to the unaffordability of production at the supplier's place (far away). In the process of fulfilling these demands, suppliers often have problems in their production. Most of the suppliers may be able to notify the constraints in production, but some others do not, indirectly this can lead to subjective risks, namely delaying decision-making in transaction agreements or buying and sell-ing, which results in delaying the production of sample craft products and exclusive products (Mt. 1).
Production and Delivery Delay in Bulk (Mt. 2)
The suppliers have not been able to tell their actual situation clearly regarding things that hinder production orders due to privacy reasons. The majority of them only tell classic reasons related to the scarcity of raw materials. On the other hand, the suppliers never give the initiative to convey the problem by themselves but need to check by using verbal (direct call) or non-verbal (by whatsapp) communication, such as asking, "Sir, are my orders finished?" or "how far have my or-ders progressed?" (RY, 2022). And in the end, the risk of delaying decision-making grows and develops into a pure risk of delaying production and delivery in bulk (Mt. 2) both from suppliers to PT. AST and PT. AST to its clients abroad.
Wrong Delivery of Products from the Suppliers (Mt. 3)
With the delay in product delivery, it is not sure that the products sent are correct, as correct as the wishes of the client. The deadlines for production were given to the suppliers by PT. AST sometimes makes suppliers feel rushed to catch up on production to meet demand; as a result, there are mistakes in product delivery. Products that should be sent to PT. AST delivered to an-other customer of the supplier. From the external side, this risk arises due to the carelessness of the supplier or vendor; meanwhile, on the internal side, the risk arises due to no product exclusivi-ty that shows belonging products of PT. AST. Both of these causes can result in pure risk related to the wrong delivery of products from the suppliers (Mt. 3).
Figure 3: Source of Material Risk, Source: Primary Data (2022)
Figure 4: Information Chain and Feedback, Source : Primary Data (2022)
Unsuitable and Defective Products (Mt. 4)
After the Head of Procurement is done with his duties procuring handicrafts at the suppliers, the products that have been produced will be sent directly by the supplier's driver, but most of PT. AST orders the products collected by freelance drivers from one supplier to another. In the ware-house, products will be unloaded by odd-job men. The number of products is calculated accord-ing to what is written on the delivery note. In this case, the odd jobbers are often not careful enough to match the physical data of the unloaded product with the delivery note. Even though it has been checked by the supplier by sending proof (by e-mail or whatsapp) about pictures of the final product before the products are loaded into the expedition vehicle, this needs to be re-verified by checking each product after products are received in the warehouse. This thing aims to avoid fraud from one side; meanwhile, in a long distribution, there are man y factors that can make the products change shape physically, one of them is a shock. Therefore, dynamic risks re-lated to unsuitable and defective products from suppliers emerged and were found by PT. AST (Mt. 4) (Figure 3).
Method (Md.)
Based on the identification results, four risk impacts were found on method factors which are:
Misinformation and Different Perceptions (Md. 1)
Sources of method risk were first identified from misinformation and differences in perceptions of demand for custom and exclusive products caused by the length of the information chain. The demands come from the needs of clients abroad, then forwarded to the CEO or Head of Sales PT. AST. Furthermore, the client's needs will be explained by the Head of Sales to the Head of Procurement and after that, the Head of Procurement conveys the demands to suppliers across regions. The feedback given by the supplier to the client is not directly conveyed; of course, they have to communicate it to the Head of the Procurement of PT. AST then forwards it to the Head of Sales or the CEO. The CEO or the Head of Sales will convey the feedback to the clients. In long information, the flow of communication and the delivery of feedback is often hampered by several problems such as time differences, language differences, internet connections and other activities that affect much time, which causes activity supply and demand to be neglected. Therefore, misinformation and differences in perception are defined as the impact of risk in this case (Md. 1) (Figure 4).
Delaying Collect Handicraft Products (Md. 2)
The second source of method risk is identified from internal sources where PT. AST uses the service of the freelance driver in collecting ordered products at the place of suppliers. This activity has occurred since PT. AST was first established, but unfortunately, this activity is only verbal cooperation. There is no Standard Operating Procedure (SOP) or written agreement. PT. AST relied solely on freelance drivers around the company who literally "had no work/driving activity at that time." If there is a loose driver, then the handicraft products can be collected at the same time, but if it is not PT. TAST must wait until the freelance driver is willing to pick it up or match the schedule of availability of freelance drivers. In this case, of course, it will cause delays in collecting handicraft products (Md. 2).
Stock Fulfillment is Done Repeatedly (Md. 3)
The third source of method risk was identified from the way the team of PT. AST manages hand-icraft products in the company's warehouse. If there is a product defect at material risk, this method risk emphasizes miscounting stock in stock management. PT. AST conducts stock opname as other companies do on the weekend with a frequency of once every three months for two consecutive days (Saturday and Sunday). This stock opname is carried out with the aim of being able to reach or predict the availability of products at the request of the international mar-ket as well so that all international market demands can be fulfilled in full in one shipment (Full Container Load). Unfortunately, stock opname activities still use the manual method because of PT. AST has no integrated system to digitize stock, considering the many products owned by PT. AST miscounting stock is often done. As a result, stock fulfillment is done repeatedly (Md. 3).
Excesses Storage Warehouse Capacity (Md. 4)
The fourth source of risk is identified from the way PT. AST manages the export activities of its products. From external and internal sources, the risk regarding overloaded storage warehouse capacity (Md. 4) is caused by several export delivery schedules that are not well coordinated. PT. AST responds to client requests flexibly, where some clients have a patent schedule regarding their availability to receive handicraft products (import). On the other hand, most of the clients sometimes cannot receive their order within a specific time due to various internal and external reasons on the client side. This resulted in handicraft products, which are ready to be sent but de-layed, which can lead to accumulation and overcapacity in the warehouse of PT. AST (Figure 5).
Figure 6: Source of Men Risk, Source: Primary Data (202@)
Table 5: Level of Human Resource Based on Education
Education
Number of People
Ability
Elementary School
9
Unskillful
Junior School
3
Unskillful
High School
10
Unskillful
Diploma
1
Skillful
Bachelor
6
Skillful
Master
1
Skillful
Total of Employee
30
Source: Primary Data (2022)
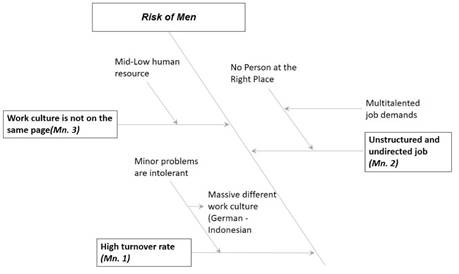
Men (Mn.)
Based on the identification results, three risk impacts were found on men factors which are:
High Turnover Rate (Mn. 1)
Working with foreigners in a foreign company is not easy. Everyone must be able to adapt to dif-ferences in culture or work culture massively. This means that not all work habits of Indonesian can be applied to a foreign company like PT. AST. So that minor mistakes made by employees are dealt with firmly and intolerantly (Mn. 1) from the perspective of the CEO. As a result, many employees feel that the work culture in PT is. AST is complicated to adjust and leads to high turnover.
Unstructured and Undirected Job (Mn. 2)
All employees recruited by PT. AST is dominant among local people, as many as twenty two people and the remaining eight people are from outside the area. This thing has reason to em-power the surrounding local people and another reason is that the wages given to local people are less than those recruited from outside the region. However, the low wages given to local employ-ees are commensurate with the level of human resources (medium-low) (Table 5).
The high comparison of local people vs. people recruited from outside the area affects work per-formance where local people are not able to work professionally (unskillful) like people recruited from outside the area (skillful). This means that the workload received by skillful people is more than the job description given. Skillful people are required to work multitalented (Mn. 2) in carrying out the rotation of the handicraft export business. As a result, the work carried out becomes unstructured and undirected. This is because skillful people cannot focus on job descriptions ac-cording to their positions or in terms of no right person at the right place.
Work Culture is not on the Same Page (Mn. 3)
People of PT. AST, which is dominated by medium-low human resources, lacks initiative in doing work. They must always wait for orders to do something. If work orders are stated, not all local employees can work according to orders and some of them have to adjust their skills to finish the orders. In short, one job can be finished in a varied period of time, considering the work cul-ture that is carried out cannot run on the same page (Mn. 3) because of observation power is tend to low (Figure 6).
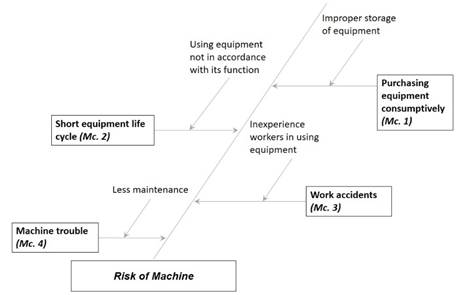
Machine (Mc.)
Based on the identification results, four risk impacts were found on machine factors which are :
Purchasing Equipments Consumptively (Mc. 1)
Purchasing equipment consumptively (Mc. 1) arises from a purely internal company risk which is caused by the habit of workers who have finished using the equipment not stored in its place. Then the equipment gets tucked into piles of stuff and lost.
Short Equipment Life Cycle (Mc. 2)
Using equipment not in accordance with its function is literally wrong, but employees of PT have done this several times. For instance, nailing with a shovel, removing screws with the help of scis-sors, prying nails with a hoe, punching holes in something with a screwdriver and hammering with pliers. This indeed affects the damage to the work equipment. Based on the reasons ob-tained, some employees claimed to be lazy and reluctant to move to get the equipment as suit as the function.
Work Accidents (Mc. 3)
Work accidents (Mc. 3) occur several times in the technical operation of automatic wood hoisting machines, forklift machines and roundtables. There are only a few employees who are skilled in operating those three machines. The remaining are divided into two categories: (1) unskilled be-cause they have never operated those machines and (2) have operated machines only several times but are not yet proficient. In changing working days, it is possible that employees who have these specialties are on leave or absent, so specific jobs involving those three machines are re-quired to be handled by other employees. With the capacity of knowledge and skills, other em-ployees will operate those machines as much as possible, but the results are certainly not as good as employees who have specialties in operating those machines. Some work accidents faced by unskilled employees are: (1) Crashing into a pile of goods at the warehouse performed by a sub-stitute employee who is not proficient in operating a forklift (2) Products crash when lifting up to be moved with an automatic wood hoisting machine. This hoist requires two skilled workers. If one of the workers is unskilled, it can be ascertained that there will be ineffectiveness or causes work accidents and (3) several supporting parts of the roundtable tool hit the operators.
Machine Trouble (Mc. 4)
The risk of machine (Mc. 4) is caused by a lack of checking or maintenance. The risk results in machine failure at an unexpected time. The things that are most often encountered and very dis-turbing activities are forklift breaking when loading handicraft products into containers or un-loading them from expedition vehicles into the warehouse and also the failure of company inven-tory vehicles (Figure 7).
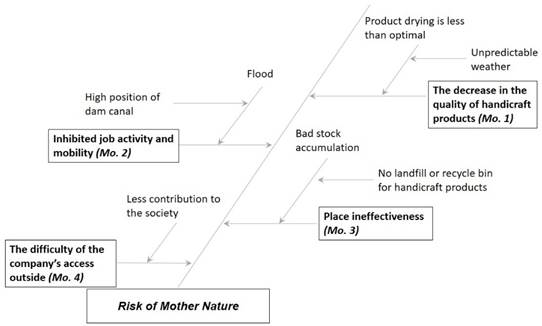
Mother Nature (Mo.)
Based on the identification results, four risk impacts were found on mother nature factors which are:
The Decrease in the Quality of Handicraft Products (Mo. 1)
Dynamic risk related to the decrease in the quality of handicraft products (Mo. 1) was firstly identified. The quality of handicraft products made from wood, bamboo and rattan relies heavily on natural drying obtained from sun exposure. These products are not recommended to use dry-ing aids such as ovens because they can reduce the core quality. Using manual drying method, PT. AST had to take the handicraft products out of the warehouse to get sun exposure. At dusk, handicraft products must be put back into the roofed warehouse to avoid humidity from night dew. Lately, the weather has been unpredictable, so the drying products can not run optimally. Rain can fall at any time, sometimes without cloudiness. This makes the odd job men have to rush to re-enter the handicraft products inside the warehouse. Moreover, of course, the effort to put handicraft products back in the warehouse can be said to be less than optimal, considering the comparison of the number of craft products and the fewer odd jobbers who handle them.
Inhibited Job Activity and Mobility (Mo. 2)
With the unpredictable weather lately, the presence of heavy rain is a concern for PT. AST. The condition of canal dam around the company is located higher than the warehouse so that when heavy rains come, flooding can quickly inundate the warehouse. This causes the activities and mobility carried out by the PT team. The AST is disturbed (Mo. 2). On the other hand, the flood-ing that inundates usually recedes within one day, so field team PT. AST must be off completely.
Figure 7: Source of Machine Risk, Source: Primary Data (2022)
Figure 8: Source of Mother Nature Risk, Source: Primary Data (2022)
Table 6: Risk Assessment
Effect
Code
S
O
D
RPN
Production delay on sample products and exclusive products
Mt. 1
6
7
8
84
Production and delivery delay in bulk
Mt. 2
9
6
6
324
Wrong delivery of products from the suppliers
Mt. 3
6
4
6
144
Unsuitable and defective products
Mt. 4
8
9
6
432
Misinformation and different perceptions
Md. 1
4
3
3
36
Delaying collect handicraft products
Md. 2
7
7
3
147
Stock fulfillment is done repeatedly
Md. 3
9
7
6
378
Excesses storage warehouse capacity
Md. 4
9
8
6
432
High turnover rate
Mn. 1
4
7
2
56
Unstructured and undirected job
Mn. 2
4
6
6
216
Work culture is not on the same page
Mn. 3
4
6
4
96
Purchasing equipment consumptively
Mc. 1
4
8
1
32
Short equipment life cycle
Mc. 2
4
6
1
24
Work accidents
Mc. 3
7
9
3
189
Machine trouble
Mc. 4
6
5
1
30
The decrease in the quality of handicraft products
Mo. 1
8
7
6
336
Inhibited job activity and mobility
Mo. 2
4
7
6
168
Place ineffectiveness
Mo. 3
4
8
2
64
The difficulty of the company’s access outside
Mo. 4
7
6
4
168
Source: Primary Data (2022)
Place Ineffectiveness (Mo. 3)
Another source of risk in Mother Nature was found purely from the internal and external scope of the company. In business activities, it is possible that there are products with poor quality or bad stocks at any time. In the accumulation of a certain period of time, the bad stocks continue to grow. Under these circumstances, PT. AST still has no steps related to how to manage these bad stocks. From the external side, the local government forbade PT. AST disposes of its bad stocks in public dumps so that from the internal side, bad stocks are only piled separately in the ware-house area along with other products, precisely in the corner of the warehouse, for easy identifi-cation due to no partition in the warehouse owned by PT. AST (typically field warehouse), the bad stocks certainly create ineffectiveness in the storage warehouse (Mo. 3), significantly when the demand is increasing in the peak season, which means it requires more space for product turnover.
The Difficulty of the Company’s Access Outside (Mo. 4)
The last risk in mother nature was found in the difficulty of the access outside company (Mo. 4). This is because of PT. AST gives less contribution to the surrounding area, such as village devel-opment. As a foreigner CEO of PT. AST sees the things that aim to support the surrounding envi-ronment are considered nepotism (Figure 8).
Risk Assessment
Based on the results of risk identification which are depicted by fishbone diagrams, they were further analyzed by the RPN calculation method or Failure Mode Effect and Analysis. By providing an interpretation that includes severity, occurrence and detection for each risk cause, the RPN results obtained by multiplying each interpretation are shown in the following Table 6.
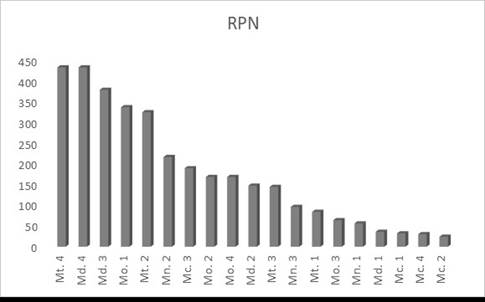
Figure 9: Risk Priority Number, Source: Primary Data (2022)
Determination of Dominant Risk
Based on the results of the data obtained in the RPN and the sorting of the RPN values from the largest to the smallest shown in the Pareto Diagram, the urgency of risk can be categorized at three levels, which are : (1) high-risk level or dominant risk, which requires immediate treatment (2) medium risk level or risk which treatment is after the dominant risk resolved and (3) low risk or risk which requires treatment after medium risk is resolved (Figure 9).
The determination of these three levels can be done by subtraction. The largest RPN value is 432 and then subtracted by the smallest RPN value, which is 24. The result that appears is 408. The result of the 408 will be divided into three according to the desired number of levels, which result is 136. This thing can be stated that the urgency of risk changes its level at each interval value of 136, as explained below:
High-risk level or dominant risk with RPN interval >272 consists of five risks, including: (a) unsuitable and defective products (432) on materials factor (Mt. 4), (b) excess storage warehouse capacity (432) on the method factor (Md. 4), (c) stock fulfillment is done repeatedly (378) on the method factor (Md. 3), (d) the decrease in the quality of handicraft products (336) on the mother nature factor (Mo. 1) and (e) production and delivery delay in bulk (324) on the materials factor (Mt. 2)
Medium risk level with RPN interval 137-272 consists of six risks, including: (a) unstructured and undirected job (216) on men factor (Mn. 2), (b) work accidents (189) on the machine factor (Mc. 3), (c) inhibited job activity and mobility (168) on the mother nature factor (Mo.2), (d) the difficulty of the company’s access outside (168) on the mother nature factor (Mo. 4), (e) delaying collect handicraft products (147) on the method factor (Md. 2) and (f) wrong delivery of products for the suppliers (144) on the material factor (Mt. 3)
Low Risk level with starting point 0 – 136 consists of eight risks, including: (a) work culture is not on the same page (96) on men factor (Mn. 3), (b) production delay on sample products and exclusive products (84) on material factor (Mt. 1), (c) place ineffectiveness (64) on mother nature factor (Mo. 3), (d) high turnover rate (56) on men factor (Mn. 1), (e) misinformation and different perceptions (36) on method factor (Md. 1), (f) purchasing equipments consumptively (32) on machine factor (Mc. 1), (g) machine trouble (30) on machine factor (Mc. 4) and (h) short equipment life cycle (24) on machine factor (Mc. 3).
CONCLUSION
Based on the results of Conservation and data analysis in the discussion, the things that can be concluded are as follows:
Risk of stock management faced by PT. AST consists of 5 factors which are: materials, method, men, machine and mother nature. Every factor has at least a minimum 3 of risks with minor problems cause effects as below:
Material risk comprise: (a) production delay on sample products and exclusive products, (b) production and delivery delay in bulk, (c) wrong delivery of products from the suppliers and (d) unsuitable and defective products
Method risk comprises: (a) misinformation and different perceptions, (b) delaying collect handicraft products, (c) stock fulfillment is done repeatedly and (d) excesses storage warehouse capacity
Men risk comprises: (a) high turnover rate, (b) unstructured and undirected job and (c) work culture is not on the same page
Machine risk comprises: (a) purchasing equipments consumptively, (b) short equipment life cycle, (c) work accident and (d) machine trouble
Mother nature risk comprises: (a) the decrease in the quality of handicraft products, (b) inhibited job activity and mobility, (c) place ineffectiveness and (d) the difficulty of the company’s access outside
The results of the RPN calculation show that the risk level is in the interval 0-432. The lowest RPN value is 24 and the highest RPN value is 432. With this interval the urgency of risk can be put into 3 categories for each RPN value of 136 and its multiples
The dominan risk faced by PT. AST ari: (a) unsuitable and defective products f(432) on materials factor (Mt. 4), (b) excess storage warehouse capacity (432) on the method factor (Md. 4), (c) stock fulfillment is done repeatedly (378) on the method factor (Md. 3), (d) the decrease in the quality of handicraft products (336) on the mother nature factor (Mo. 1) and (e) production and delivery delay in bulk (324) on the materials factor (Mt. 2)
Yunarto, Holy Icun and Martinus Gretty Santika. Business concept implementation series in inventory management. Jakarta: PT Elex Media Komputindo, 2005.
Prabhu. Inventory management (Need for inventory management – Why do companies hold inventories). Tamil Nadu: Nestfame Creations Pvt. Ltd., 2021.
Moleong, L. J. Qualitative research method. 38th ed., Bandung: PT Remaja Rosdakarya, 2018.
Wang, Ying-Ming, et al. "Risk evaluation in failure mode and effect analysis using fuzzy weighted geometric mean." Expert Systems with Applications, vol. 36, no. 2, pt. 1, 2009, pp. 1195–1207.
License
Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License
All papers should be submitted electronically. All submitted manuscripts must be original work that is not under submission at another journal or under consideration for publication in another form, such as a monograph or chapter of a book. Authors of submitted papers are obligated not to submit their paper for publication elsewhere until an editorial decision is rendered on their submission. Further, authors of accepted papers are prohibited from publishing the results in other publications that appear before the paper is published in the Journal unless they receive approval for doing so from the Editor-In-Chief.
Himalayan Journal of Economics and Business Management open access articles are licensed under a Creative Commons Attribution-Share A like 4.0 International License. This license lets the audience to give appropriate credit, provide a link to the license, and indicate if changes were made and if they remix, transform, or build upon the material, they must distribute contributions under the same license as the original.
Advertisement
Recommended Articles
Research Article
Modelling Structure Job Quality, Job Design and Job Satisfaction
Moch Nurhadi,
...
Avi Sunani
Published: 30/08/2022
Download PDF
Cite
x
APA
Nurhadi, M., Bisyri Effendi, M., Saiful Ulum, A. & Sunani, A. (2022). Modelling Structure Job Quality, Job Design and Job Satisfaction. Himalayan Journal of Economics and Business Management, 3(2), 1-4.
MLA
Nurhadi, Moch, et al. "Modelling Structure Job Quality, Job Design and Job Satisfaction." Himalayan Journal of Economics and Business Management 3.2 (2022): 1-4.
Chicago
Nurhadi, Moch, Moch Bisyri Effendi, Achmad Saiful Ulum and Avi Sunani. "Modelling Structure Job Quality, Job Design and Job Satisfaction." Himalayan Journal of Economics and Business Management 3, no. 2 (2022): 1-4.
Harvard
Nurhadi, M., Bisyri Effendi, M., Saiful Ulum, A. and Sunani, A. (2022) 'Modelling Structure Job Quality, Job Design and Job Satisfaction' Himalayan Journal of Economics and Business Management 3(2), pp. 1-4.
Vancouver
Nurhadi M, Bisyri Effendi M, Saiful Ulum A, Sunani A. Modelling Structure Job Quality, Job Design and Job Satisfaction. Himalayan Journal of Economics and Business Management. 2022 Jul;3(2):1-4.
Download PDF
Research Article
Accountability and Transparency of Village Fund Management in Lumajang District
Nurina Ayuningtiyas,
...
Muhammad Miqdad
Published: 28/12/2023
Download PDF
Cite
x
APA
Ayuningtiyas, N., Santosa Putra, H. & Miqdad, M. (2023). Accountability and Transparency of Village Fund Management in Lumajang District. Himalayan Journal of Economics and Business Management, 4(2), 1-4.
MLA
Ayuningtiyas, Nurina, Hendrawan Santosa Putra and Muhammad Miqdad. "Accountability and Transparency of Village Fund Management in Lumajang District." Himalayan Journal of Economics and Business Management 4.2 (2023): 1-4.
Chicago
Ayuningtiyas, Nurina, Hendrawan Santosa Putra and Muhammad Miqdad. "Accountability and Transparency of Village Fund Management in Lumajang District." Himalayan Journal of Economics and Business Management 4, no. 2 (2023): 1-4.
Harvard
Ayuningtiyas, N., Santosa Putra, H. and Miqdad, M. (2023) 'Accountability and Transparency of Village Fund Management in Lumajang District' Himalayan Journal of Economics and Business Management 4(2), pp. 1-4.
Vancouver
Ayuningtiyas N, Santosa Putra H, Miqdad M. Accountability and Transparency of Village Fund Management in Lumajang District. Himalayan Journal of Economics and Business Management. 2023 Jul;4(2):1-4.
Download PDF
Research Article
Proposed Digital Marketing Strategy to Enhance Engineering Consultancy Company Revenue
Alfarisy, K. A.,
Wandebori, H.
Published: 30/04/2024
Download PDF
Cite
x
APA
K. A., A. & H., W. (2024). Proposed Digital Marketing Strategy to Enhance Engineering Consultancy Company Revenue. Himalayan Journal of Economics and Business Management, 5(1), 1-18.
MLA
K. A., Alfarisy, and Wandebori, H.. "Proposed Digital Marketing Strategy to Enhance Engineering Consultancy Company Revenue." Himalayan Journal of Economics and Business Management 5.1 (2024): 1-18.
Chicago
K. A., Alfarisy, and Wandebori, H.. "Proposed Digital Marketing Strategy to Enhance Engineering Consultancy Company Revenue." Himalayan Journal of Economics and Business Management 5, no. 1 (2024): 1-18.
Harvard
K. A., A. and H., W. (2024) 'Proposed Digital Marketing Strategy to Enhance Engineering Consultancy Company Revenue' Himalayan Journal of Economics and Business Management 5(1), pp. 1-18.
Vancouver
K. A. A, H. W. Proposed Digital Marketing Strategy to Enhance Engineering Consultancy Company Revenue. Himalayan Journal of Economics and Business Management. 2024 Jan;5(1):1-18.
Download PDF
Research Article
The Constitutional and Legislative Basis for Considering the Taxable Capacity of Taxpayers in Iraqi Tax Legislation
Hussein Kamel Wadaa
Published: 05/05/2025
Download PDF
Cite
x
APA
Wadaa, H. K. (2025). The Constitutional and Legislative Basis for Considering the Taxable Capacity of Taxpayers in Iraqi Tax Legislation. Himalayan Journal of Economics and Business Management, 6(1), 1-10.
MLA
Wadaa, Hussein Kamel. "The Constitutional and Legislative Basis for Considering the Taxable Capacity of Taxpayers in Iraqi Tax Legislation." Himalayan Journal of Economics and Business Management 6.1 (2025): 1-10.
Chicago
Wadaa, Hussein Kamel. "The Constitutional and Legislative Basis for Considering the Taxable Capacity of Taxpayers in Iraqi Tax Legislation." Himalayan Journal of Economics and Business Management 6, no. 1 (2025): 1-10.
Harvard
Wadaa, H. K. (2025) 'The Constitutional and Legislative Basis for Considering the Taxable Capacity of Taxpayers in Iraqi Tax Legislation' Himalayan Journal of Economics and Business Management 6(1), pp. 1-10.
Vancouver
Wadaa HK. The Constitutional and Legislative Basis for Considering the Taxable Capacity of Taxpayers in Iraqi Tax Legislation. Himalayan Journal of Economics and Business Management. 2025 Jan;6(1):1-10.
Albert Yoni De Vega, S., Soedarto, T. & None, M. (2022). Risk Analysis of Stock Management at Export Trading Company “PT.AST". Himalayan Journal of Economics and Business Management, 3(2), 1-10.
MLA
Albert Yoni De Vega, Steffan, Teguh Soedarto and Mubarokah . "Risk Analysis of Stock Management at Export Trading Company “PT.AST"." Himalayan Journal of Economics and Business Management 3.2 (2022): 1-10.
Chicago
Albert Yoni De Vega, Steffan, Teguh Soedarto and Mubarokah . "Risk Analysis of Stock Management at Export Trading Company “PT.AST"." Himalayan Journal of Economics and Business Management 3, no. 2 (2022): 1-10.
Harvard
Albert Yoni De Vega, S., Soedarto, T. and None, M. (2022) 'Risk Analysis of Stock Management at Export Trading Company “PT.AST"' Himalayan Journal of Economics and Business Management 3(2), pp. 1-10.
Vancouver
Albert Yoni De Vega S, Soedarto T, Mubarokah M. Risk Analysis of Stock Management at Export Trading Company “PT.AST". Himalayan Journal of Economics and Business Management. 2022 Jul;3(2):1-10.